
1、概述
我国是个水资源短缺的国家,人均水资源量约为2200m3,约为世界平均水平的四分之一。而且水资源供需矛盾突出,据统计全国600多个城市半数以上缺水,其中108个城市严重缺水。随着经济的发展,用水量持续增长,用水结构也在不断调整,节约用水、高效用水是缓解水资源供需矛盾的根本途径。在全国总取水量中,农业约占70%,工业约占20%,生活约占10%。而我国火力发电厂取水量约占总工业取水量的50%。因而发电企业实施节水及高效用水战略,不仅是电力行业的一个经济问题,更是关系到电力工业持续发展和保证经济和社会快速健康发展的重大社会问题。
本文分析了反渗透系统运行的特点,对制约反渗透系统回收率提高的因素进行了分析,并结合神华亿利煤矸石电厂高效反渗透废水处理工艺系统的应用实例,充分阐述了高效反渗透废水处理工艺系统在工业废水处理中的有效应用。
2、项目简介
神华亿利煤矸石电厂位于内蒙古鄂尔多斯市达拉特旗,该厂安装有4×200MW空冷发电机组。采用循环流化床脱硫工艺,由于没有下游用户,电厂各种废水难以处置。为减少全厂外排废水量,降低单位发电量取水量,电厂实施了废水零排放工程,将各种废水经深度处理后进行回用。神华亿利煤矸石电厂4×200MW电厂废水“零排放”工程项目于2009年9月正式开工,2010年6月开始进入调试阶段,2010年9月正式移交生产。
3、工业废水处理工艺的选择
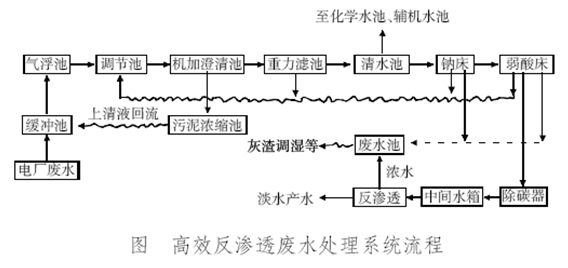
神华亿利煤矸石电厂高效反渗透废水处理工艺系统主要采用“石灰软化+过滤+离子交换+反渗透”的处理工艺,主要包括废水收集和输送系统、预处理系统、离子交换系统、反渗透系统、RO浓水回用系统、加药系统、压缩空气系统。
3.1 神华亿利煤矸石电厂工业废水种类及特点
电厂所排工业废水主要有四类,一类是含油的废水,主要是油库区的含油废水,这部分水水量小,为非连续性工业废水;一类为使用后盐份浓缩的废水,主要是循环水排污水和化学车间的废水;一类为使用后悬浮物增加的水,包括主厂房地面冲洗水和无阀滤池反洗排水;一类为温度较高的锅炉排污水和疏放水。这四类工业废水目前在电厂管系系统为合流制,也就是目前电厂所有的工业废水都通过总排口排放。
3.1.1 含油废水
油库区的含油废水由于油的含量较高,处理水量较小,平均仅有1m3/h,工业废水处理系统将这部分水从工业废水管网中分流出来,单独改造含油废水排放管道系统,将这部分废水就近排放到煤场随煤一起燃烧处理。
3.1.2循环水排污水
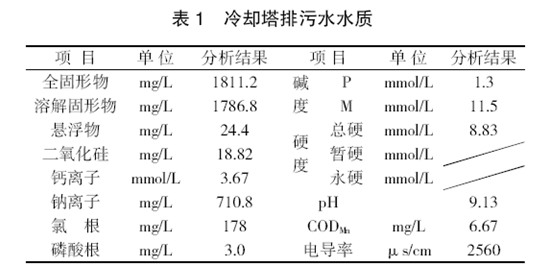
厂区内的循环水是混凝澄清处理后的黄河水经机械通风冷却塔自然浓缩至1.5~2.5倍后的水,且水中添加了一定量的缓蚀阻垢剂和杀菌剂,连续排放,排污量45m3/h,部分送至输煤系统和煤场进行冲洗、喷洒、抑尘,剩余部分排至厂区内的工业废水管网。冷却塔排污水水质见表1。
3.1.3 水处理车间废水
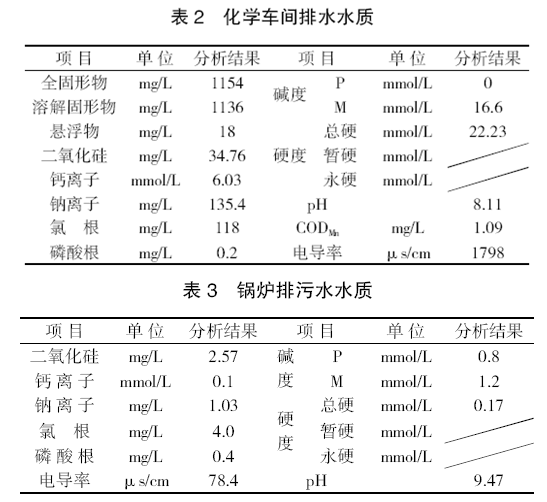
化学车间锅炉补给水处理系统采用超滤、反渗透、离子交换除盐工艺,排水包括反渗透设备清洗水、反渗透浓排水、中和处理后的离子交换树脂再生废水。清洗水排放量2m3/h,水质好,回收至冷却塔。废水排放量46m3/h,排至厂区工业废水管网。化学车间排水水质见表2。
3.1.4 地面冲洗水和无阀滤池排污水
电厂内的无阀滤池需要进行定期反冲洗,用工业水进行反冲洗时将产生一部分废水,折合到小时平均排放量为6m3/h,悬浮物含量50~100mg/L,其它水质指标同原水水质。废水排至厂区内的工业废水管网。主厂房冲洗产生间歇性排水,平均排放量约3m3/h,排至厂区内的工业废水管网。
3.1.5 锅炉排污水和疏水
电厂内4台锅炉定期排放污水,平均排放量27.6m3/h,疏放水平均排放量4m3/h,水温约110℃,排水水质见表3。
3.2 废水处理工艺及设施选择
3.2.1 废水处理系统的设计原则
电厂所排废水为厂内未能重复利用的废水,成分复杂,水质差别较大。生活污水中有机物含量高,易生化,工业废水中无机盐含量高,有机物含量低,因此将生活污水和工业废水进行分类收集、分类处理、分质回用,废水处理站分为生活污水处理系统和工业废水处理系统。因生活污水由园区统一处理,本工程只考虑工业废水处理。
3.2.2 系统设计进水水质
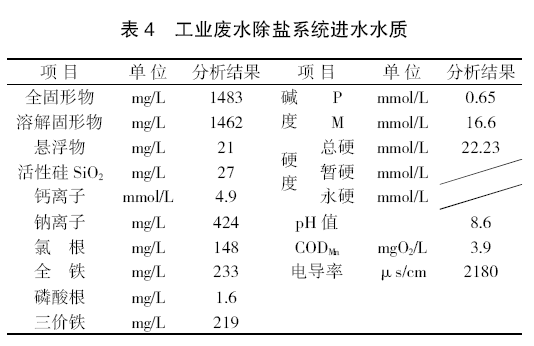
工业废水除盐处理系统进水由循环水排污水、化学车间排污水以及锅炉排污水和疏水组成,其水质分别见前表1、表2。根据进入废水处理站的排水量加权平均计算的含盐废水混合后的水质见表4,部分指标考虑最差水质。
3.2.3 系统设计出水水质
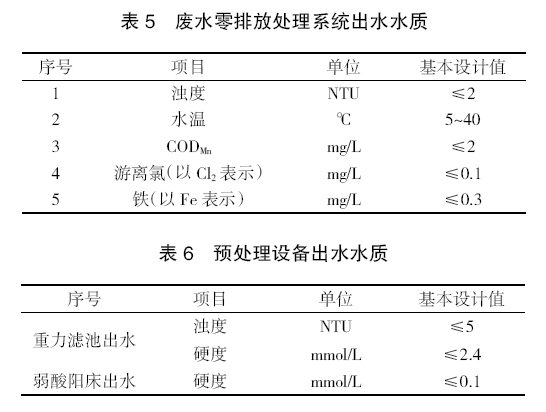
出水送入化学车间锅炉补给水处理系统的淡水箱或清水箱,出水水质要求达到离子交换系统的进水水质要求。根据《工业用水软化除盐设计规范》(GB/T50109-2006),具体水质指标见表5、表6。
3.2.4 工业废水除盐工艺及设施的选择
进入工业废水处理站的工业废水,水中含盐量和硬度较高,需要通过除盐处理后回用到锅炉补给水处理系统。
除盐工艺通常采用物理或化学的方法降低或去除水中的绝大多数盐类,以获得纯度较高的除盐水。除盐方法通常分为蒸馏、离子交换、电渗析、EDI(电去离子)、反渗透。
对于本工程废水零排放系统,要求除盐工艺具有系统可靠、出水稳定、自动化程度高、检修方便和制水成本合理的特点。蒸馏法由于投资和运行费用均较高,热交换部分宜结垢,运行维护麻烦,一般不采用。目前,我国常用的除盐工艺主要有离子交换法、电渗析法、EDI技术、反渗透法。根据这几种工艺方法的特点,本工程采用反渗透脱盐处理工艺。
4、高效反渗透技术
高效反渗透(HERO)是特殊的反渗透工艺,是常规反渗透工艺的改进,可以很容易处理常规反渗透不能处理的原水,特别是用于各种工业循环废水。其原理是通过软化工艺去除来水中的硬度,然后再通过脱气去除水中的二氧化碳,加碱将反渗透进水的pH调到8.5以上。在这种高pH环境下运行,与常规的反渗透相比,HERO增大了SiO2的溶解度,使得回收率能够达到95%。
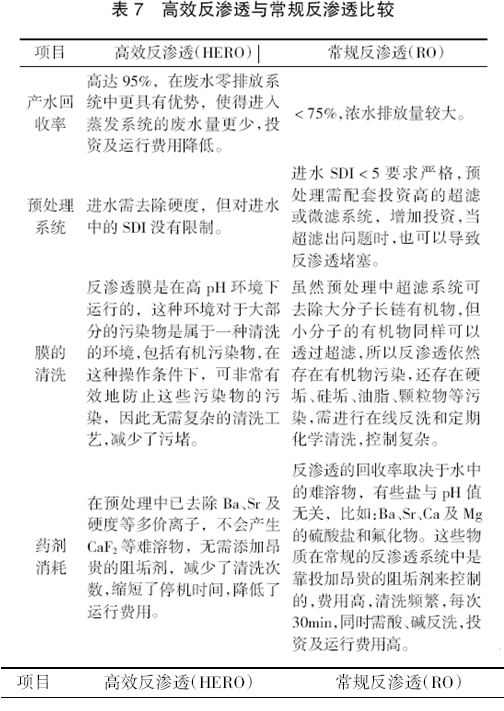
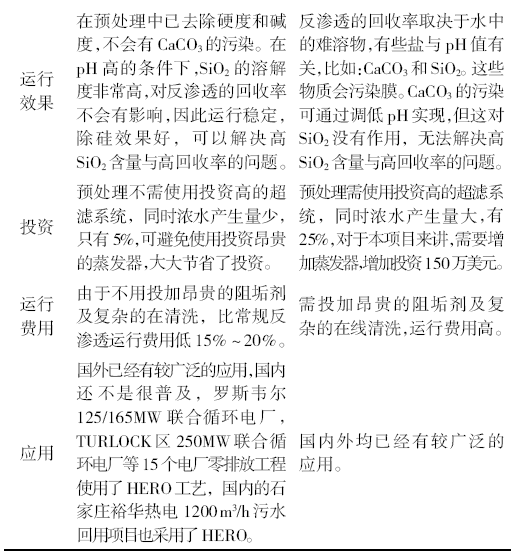
4.1 高效反渗透与常规反渗透比较(见表7)
4.2新型抗污染反渗透膜元件—PROC10特点
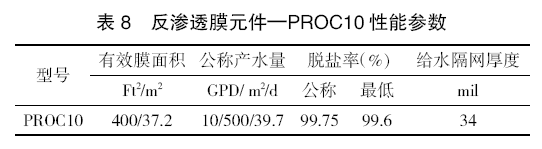
PROC10是由日本电工集团/美国海德能公司研发的一款新型抗污染反渗透膜元件,该膜元件有三项日本电工集团/美国海德能公司专利技术。
(1)高分子聚合技术,平膜致密度增强。
(2)新型给水隔网,大幅度降低系统运行时的压力阻力。
(3)新型端板(ATD),加设端板排气结构,降低反渗透膜元件机械破损概率。
首先,致密度的增加,提高了反渗透膜的脱盐率和化学稳定性,延长了膜的使用寿命。再次,特殊形状的0.86mm给水隔网大幅度降低了膜元件的压力损失,减少了隔网对污染物的阻碍,从而保证反渗透系统阻力小,少污堵,易清洗,明显改善膜系统前后段的水平衡。此外,膜元件两侧端板上各增加了6个排气槽,加快了膜元件与压力容器间隙中空气的排除速度,可有效缓解系统启动时瞬时升压对膜系统的产能冲击,降低膜元件发生机械破损的概率。
4.3 反渗透膜元件—PROC10性能参数(见表8)
4.4 制约反渗透回收率的因素
对常规苦咸水而言,采用反渗透预脱盐技术目前应用广泛,但回收率一般只能做到75%左右,制约其回收率提高的因素主要有以下几个方面:
(1)无机离子的结垢,主要为钙、镁、钡、锶、铁等二价或三价离子产生的结构。
(2)悬浮物污堵。
(3)有机物及微生物污堵。
上述因素中,通常离子的结垢是制约反渗透回收率进一步提高的主要原因,如果有合适的预处理手段将结垢性风险降到最低,就可以提高反渗透的回收率。高回收率反渗透就是采用这一思路,通过增加石灰软化工艺降低水中的暂硬和水中悬浮物、胶体、二氧化硅等的含量,通过离子交换软化工艺去除来水剩余的硬度,通过脱气去除水中的二氧化碳,通过投加少量阻垢剂抑制浓水中的二氧化硅,从而使反渗透的回收率提高到90%~95%。
4.5高效反渗透特点
高回收率反渗透特别适用于各种工业循环废水。高回收率反渗透工艺主要特点有:①产水回收率高,极大减少反渗透浓水的排水量。②由于进水中结垢性风险已经降低,因此膜的清洗周期将更长,运行更稳定。③由于反渗透膜的应用已经普及,膜的价格也比较便宜,这相对于采用蒸馏工艺浓缩高含盐量的废水而言,设备投资将显著降低。④通常经工业过程浓缩后的苦咸水含有较高的暂硬,若配合以石灰软化工艺,将可以大大降低后续离子软化的负担,降低运行成本,并可以进一步提高进水水质。
4.6神华亿利煤矸石电厂高效反渗透废水处理系统流程(见下图)
5、该工艺系统实际运行情况
5.1 系统实际运行情况
该项目自2010年6月投入运行以来,一直运行稳定,各项运行指标均达到设计要求。表9为项目从2010年6月份投产以来的运行情况。
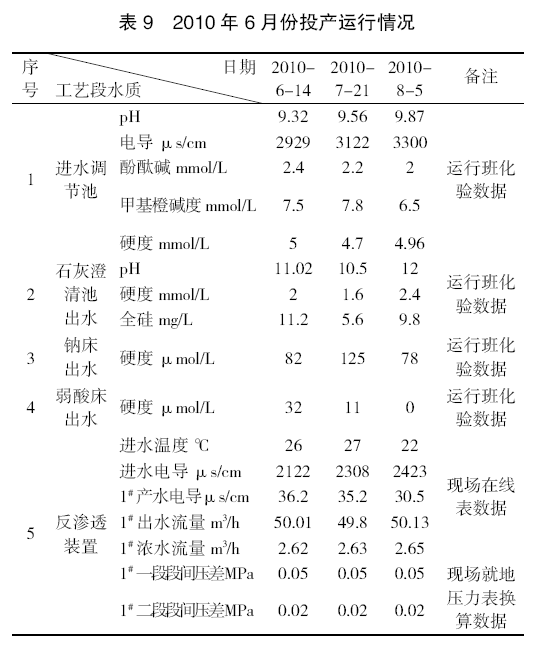
注:2#反渗透运行数据与1#类似,表中未列出
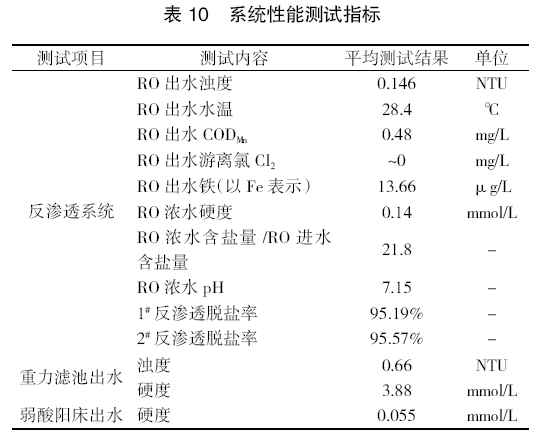
5.2 系统性能检查情况
2010年9月至12月,西安热工研究院技术人员对该系统做了现场性能测试。相关主要测试指标见表10。
5.3系统运行情况总结
经过一段时间的运行以及性能测试来看,整个系统运行比较平稳,通过对调试和运行数据的分析,总结如下:
(1)反渗透的回收率和脱盐率。从以上表看出,回收率实现了95%,脱盐率为95%左右,实现了设计目标。
(2)反渗透的稳定运行。该项目采用了美国海德能公司的宽流道抗污染型PROC-10S反渗透膜元件,反渗透进水pH值维持在8~9之间,反渗透装置的段间压差、产水水量、水质等均维持基本稳定。
(3)水中钙、镁、铁等二价、三价金属离子的结垢在预处理得到了控制。
在石灰软化和离子交换的前处理工艺中,硬度得到了去除,且除碳器去除了水中残留的游离CO2,原水中结垢性成分已经得到了去除。实际运行过程中,控制钠离子交换器的失效终点为200μmol/L硬度,弱酸离子交换器失效终点为100μmol/L硬度。
(4)二氧化硅的去除。澄清池去除了一部分原水中的二氧化硅,反渗透入口投加了少量控制硅污染的阻垢剂(FILCORETREAT-2010型,投加量1ppm),该阻垢剂同时还具有控制钙镁垢的作用。
(5)悬浮物污染、有机物和微生物的控制。由于电厂工业废水中有机物含量较低,且石灰澄清池软化工艺还具有消毒、沉淀有机物的功能,运行过程中没有出现有机物和微生物。
反渗透装置的段间压差也基本维持稳定,没有出现悬浮物污堵。
6、效果与效益
神华亿利能源有限责任公司工业废水零排放工程于2010年6月开始运行,到现在已经运行一年多,总计处理工业废水近40万t,系统水耗为5.5%,而生净水约为38万t,折合除盐水为27万t。使用外来水按3元/t计算,向园区外排水按50万元/月计算,药品消耗与电耗费用初步计算为10万元/月,则总共节约资金46.3万元/月,全年可以节约资金近550万元。
7、结束语
行实际情况来看,该系统能够很好的解决电厂废水外排与用水问题,具有可观的经济及社会价值。当前,高回收率反渗透技术在电厂工业废水回用处理及零排放方面的应用还较少,但可以预见,其在工业废水的回用上,将具有广阔的应用前景。